һ�������ṹ
����
1�����������ӻ�Ϊ���������ÿ�ʽģ�ߣ���ж�����㣻
2������оƬ���ƣ�����������Ի���������ȫ�ɿ���
3���滻�۸���������ӣ����ø�����ʵ�ݵ�ɢ���ӣ�
4�����������ϣ���Ƶ���٣�����ȷ��λ��í�ӱ�ͳһ��
5�������ٶ���������������������ʡ�˹���ɱ��������Լ۱����ƣ�
6����Ҫʱ���������ľ������ӻ�ʹ�ã����ʺ�800#��2000#ֱ����ʽģ�ߡ�
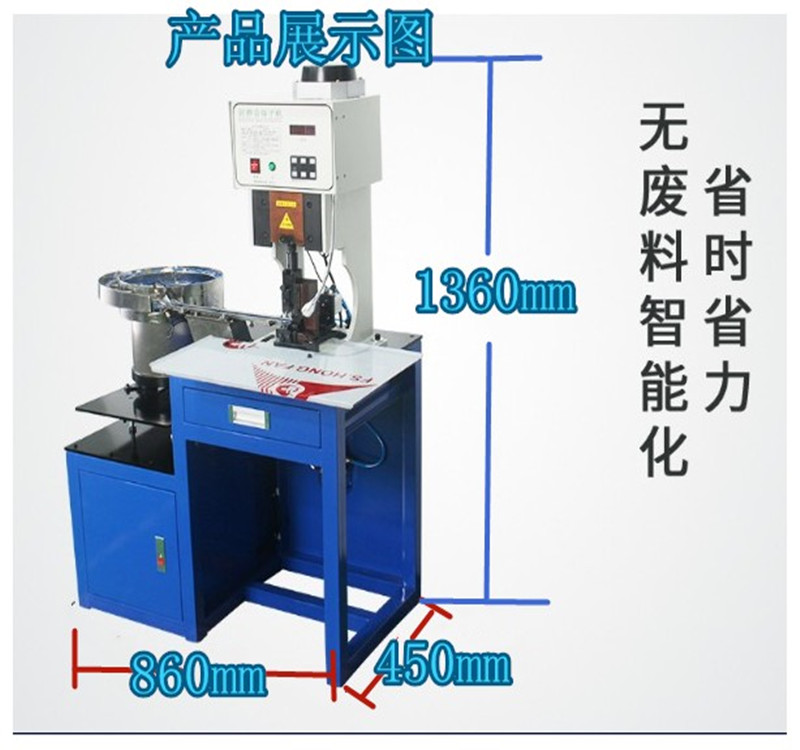
��Ʒ���� ɢ����ӻ�������
���γߴ� ���� 500*860*1360 (mm)
���⻬��ʽ��500*1050*1360��mm��
ʹ�õ�Դ AC 220V/50Hz
�� �� Լ140KG-170KG
������ �����250W LED
���ӻ��ƣ�220V 1W
���̣�120W
ѹ������ 20Kn
�����г� 35mm ��40mm��
ѹ�Ŵ��� 120��/��
�պϸ߶� 26mm
�պϸ߶ȵ����� 10mm
�˶��ӻ����²�������.
�˹���������:
1, �˹��������Ϸ�������.
2,�˹����úõĵ��߷�����ѹ�Ŷ��Ӄȡ�
�C���\���:
1,�Զ������ӽ�����������.
2,�Զ����������뵽ָ����ģ��.(������������ٶ�ÿ�����ٶ�Ϊ60��~70����ʱ��Ϊ3000һ4000�� ע��������ӳ��� )
3,����������ѹ�ſ��غ�,�Զ�ѹ�����.
һ�� �����ݹ���˵��
1�� ���ӻ����ݣ�������ӻ�˵���顣
2�� �������ϲ��ݣ������ס���������������ŷ����̵�������ʱ�����������ء�����Ӧ���Ȳ�����ɣ������������������������ƶ����ϵ����ã��������������ڵ���ʹ����ѹһ�����ѹ����2-3֮�䣬ͬʱ����������������������ŷ�֮ǰ����ˮ�����룬�Ա��ϵ�ŵ�����ʹ�á���ŷ��������Ĺ������ܣ��Ҵ��������������ܡ�����Ӧ����������崲����ÿת��һ�Σ�����Ӧ���ͻὫ��Ӧ�����ź�ͨ���м�̵������䵽��ŷ���ʹ��ŷ�����������ͬʱ��ͨ����ʱ�̵������������Ͻ��е������ɸ����������ϵ��ٶ���ϵ������������أ����ڿ���������С�ĵ��ڡ�
3�������ϲ��ݣ������̡�ƽ�̡���������������ɡ���Դͨ�������������̺�����һ�飬ƽ����һ�飬���ݶ������ٶȿɵ������̺�ƽ������ٶȣ�����̫��Ҳ����̫�������̡�ƽ��ģ�����Ӵ�Ҫ��һ����϶������������λ�á�����������һ��ǰ��ʱ��һ������ʱ���أ����ƹ���ǰ����ʱ����������������λ������ͣ��ʱ��Ͷ������ߺ���ʱ�䣬���������������ڡ����������ڿ������̼�ƽ������Ƶ�ʣ������ϵĿ���������ͬʱ���������й���Ӧ���أ��������Ͻ����˵Ĺ��ʱ���̽��Զ�ֹͣ��������������λ���˹��߽Ӵ�ʱ��������Զ���ʼ�������ϣ�������������ʱ����ͨ������ǰ��ʱ������ʱ���ɿ�������������ǰ��ֹͣǰ��ʱ��Ρ��������ϵİ벨��ȫ�����ڹ����ѵ��ã�ͨ����ʹ�ð벨��
���� ����˵��
1�� �û����������ú�֮������Ӧ�ĵ�Դ��220V��ͬʱע��������ƽ����֮��ļ�϶Ϊ1mm���ҡ�
2�� ������Դ������������IJ������أ���ʱ���̺�ƽ�����ͻῪʼ�����������ʱ���̺�ƽ����û�й����������Դ�Ƿ�������
3�� ��������ƽ����������ʱ�����̻��Զ�ֹͣ���ϣ����û��ֹͣ��������鿴�����Ƿ���ȫ��ס����Ӧ����
4�� ������˳������ӻ�������崲�ĵ�Դ����ʼ�������µ�ģ�ľ���������Ϊֹ��
5�� �ڳ�����������������ƿ�����Ӧ���Ĺ��߶����̻�û�й�������ʱ����鿴ǰ��ʱ�Ƿ������鿴����Ӧ���Ƿ��лҳ������ﵲסʹ�䲻������������
6���ڲ����������緢���б������Ͽ�סʹ�䲻��˳������ʱ���뼰ʱ�õ����͵����ϡ�
7���ڲ�������������������ϸ˱���סʱ���뼴ʱ�ص����ӻ�������崲���ĵ�Դ�����µ��Լ���ͬʱ�ٰ��µ�ŷ����أ���ʱ���ϸ˽����Զ��˻أ����ó��������ϣ����µ�ŷ����أ����ϸ˸�λ���ٴ��ӻ�������崲���ĵ�Դ�����ɼ���������
8���������Զ����Ļ�������Ҫʱ�����Զ���ؼ��ɣ������ٶȿ�ͨ�������������ơ�
�� ���������ϼ��ų�
��1�����ӻ��������Ͽ�ס����ʱ�������Ƿ���Σ��ر��Ƕ����·��ҹ��Ƿ��ŵù������õ����ϸ���ӡ�
��2�������ص�һ�ѣ���ʱ����������ӣ����̷��ϲ���̫�࣬������ɢ˳����
��3���������Ͽ�ס����ʱ�ص���Դ�����ְ����������Ƶ��ף��ó��������ӣ����¿�����
�塢��ȫ����
��1���ڷ������Ϻ͵�������ʱһ���Ѷ��ӵ����ֶ�λ�ã�����ᷢ����ȫ�¹ʡ�
��2����̤���طŵ���ȫλ�ã��Է�����Ӵ�����
��3����תһ���������û���˻أ���ʱ���Ӳ������ٲ�һ�½�̤������������һ�μ��ɡ�
�������̶��ӻ��ص������ע��������������⣩
������������������·�������е���ʱ������С��
1�� ��ʱ������ɫ���ӣ� ������һ������ת����СԲȦ������ǵ��Գ������ϵ�ʱ�䡣���������Ͷ��ӳ����Ǹ����룩 ˳ʱ��ת��ʱ��������ʱ���������ʱ��ת��ʱ����ʱ���졣 ע������������������Ƭ���̿�ס�������Ƿ�������й��쵼��ֱ����ϸ����ϣ��������ѳ����ٶȵ�������Ȼ������Ƕ��ӱ��ξͰ������ε��õ���
2���������ұ���ɫ�������� ���ǿ���ֱ�����С������������ǰ���Ŀ��� ������ǵ�Դ��С���ǿ��ƣ�ȫ����/���벨�� �����Ǵ��벨���� �м�һ���ڣ��벨��״̬���ڣ�ȫ�����ᵼ��û������ �м���һ����ɫת����ֵ�Ŀ����ǵ���ֱ�������ģ��������ֱ������������˳ʱ����ת������̫����ʱ���С��
3:���������ֱ�ɫ���ؿ������� ����ʱ�������ʾ H=���� �������ֵ�����������ڵ�������С�� ��������������������������½���һ�����¼�ͷ���ԣ��ϼ�ͷ��ס��ֵ�Ӵ�������֮�Ӵ��¼�ͷ��ֵ��С��������֮��С��
����λ�ù۲죺ֱ����ģ��֮���Ъ1mm���ң�������ֱ��֮���Ъ1mm���ҡ� ����������������з����ܴ������ģ�����������λ�ü�Ъ�Ƿ��С��ײ����ɵ�������
�ߡ��˻��Ķ�����һ��ֱ�أ������ڿͻ�����ʱ�������ã�
����ʱ�ѣ�ֱ�أ��루�ܵ�Դ���أ�ͬʱ���������ֿؿ��أ��ǿ���ʱ���ã�ƽ�����ܴ����磬����ʱ��رգ�ֱ�أ���Ȼ��㣨�ֿؿ��أ����ѳ��������ˣ��ѿ�����ȡ�������ٹص����ֿؿ��أ��ѳ�����ǰ�͡��رգ�ֱ�أ����Է��ٵ㣨�ֿؿ��أ�ȡ��ʱ��ֱ���ϵڶ���������ǰ�͵��¶��ϸ��ࡣ ����ʱ��ֱ�أ��루�ܵ�Դ���أ�����ͬʱ���������ֿؿ��أ��ǿ���ʱ���ܿ�����
����װ���嵥
���ƣ�ɢ����ӻ�������1̨
��������̵�Դ��1�� ��̤����1�� ��Ƭ1�� ���� ���ӻ����չ�5�������� ����Ͳ1�� ����1�� �ͺ�1�� ����˵����1�� ����1��
��ɽ�����ҵ����豸����˾
�绰��0760-22182725���ֻ���13925358026
��ַ����ɽ��С�������ҵ�����
��ַ��http://www.wzboxianji.com
|